压延玻璃成型工艺

玻璃态物质一般是由熔融体快速冷却而得到,从熔融态向玻璃态转变时,冷却过程中黏度急剧增大,质点来不及做有规则排列而形成晶体,没有释出结晶潜热,因此,玻璃态物质比结晶态物质含有较高的内能,其能量介于熔融态和结晶态之间,属于亚稳状态。熔融成品是将适当成分的原料经熔融、成型、冷却而获得的产物.其主要种类有玻璃、玻璃制品等.。透明陶瓷的制造是有意识地在玻璃原料中加入一些微量的金属或者化合物(如金、银、铜、铂、二氧化钛等)作为结晶的核心,在玻璃熔炼、成型之后,再用短波射线(如紫外线、x射线等)进行照射,或者进行热处理,使玻璃中的结晶核心活跃起来,彼此聚结在一起,发育成长,形成许多微小的结晶。

答案:c6.下列有关合金的性质的说法正确的是()合金与各成分金属相比较,具有许多优良的物理、化学或机械性能相同金属元素形成的合金、元素的含量有可能不同,但其性能是相同的镁铝合金在盐酸中不能完全溶解合金具有各成分金属性质之和a.b.c.d.解析:合金与各成分金属相比较,具有许多优良的物理、化学或机械性能,如熔点低、硬度大、强度高等,因此并不是各成分金属性质之和,错误。此类产品与涂层压花不同,涂层压花仅涂层被压花而金属压花则系金属底材亦被压出凹凸之花纹,因使金属变形较为困难故生产之厚度一般不超过0.6omm。金属压花:涂层压花仅涂层被压花而金属压花系金属底材亦被压出凸凹的花纹,因为金属变形较为困难故生产的彩钢厚度一般不超过0.60mm。

2:透光不透视。 (二)用途 1:建筑装饰 2:太阳能电池面板 3:太阳能集热器 超白玻璃 超白玻璃又称无色玻璃、高透明玻璃、低铁玻璃,是玻璃产品中最高档的品种, equipment, components, equipment, temporary construction facilities, processed strictcompliance constructionfloor plans, smooth roads drainage,site formation. ----3, sitelooks dignified tidy,advertising slogans writeeye-catching appearance, walls "six-secondfigure"----cards complete,custom, eye-catching, hanging obviousplace. Management----5, district administration, "launch Qingdynasty" focuses "cleaning,recycling, use," four Central Bank; finished,clean, clear, work product protection allprocedures periodicallycheck timelymanner. cleanhealth----engineering work sites, temporary facilities clean tidyinside mechanicalhealth----engineering machinery, vehicles goodcondition, looks clean, freefrom dirt, dust, electrical switchgear (box) complete lock,mechanical safety protection equipment complete,sensitive fire,defend----perfect fire system, set fireequipment, set up obvious fire safety signs signage,provide effective fire-fighting equipment, establishment securitysystem, sitestaff work,marks signs,implements2 具有高透光率、高透明性,产品晶莹剔透、高贵典雅,有玻璃家族“水晶王子”之 称。

透光率决定玻璃的品质,浮法玻璃的透光率为86%,而超白玻璃透光率可达91% 以上,主要应用于高档建筑的内外装 其中,太阳能光伏发电组件用太阳能玻璃又分为晶体硅太阳能电池组件用和薄膜太阳能电池组件用两类。 前者主要是使用太阳能超白压花玻璃,为目前太阳能光伏发电的主要形式。 后者主要是使用超白浮法玻璃。 超白太阳能压延玻璃 它是采用特制的压花辊,在玻璃成型过程中,将超白玻璃表面压制成金字塔形或 桔子皮形花纹,形成花纹玻璃。通常有绒面布纹和双绒面两种。 其主流产品为经钢化加工后的超白压延玻璃,厚度为3.2 或4mm,在太阳能电池光 谱响应的波长范围(320 ll00nm)内,透光率可达91%以上,对大于 1200nm 外光有较高的反射率。超白压延与普通压延玻璃的区别 超白压延玻璃的生产与普通庄延玻璃生产相比有其特殊的技术要求。区别主要体现 在以下几个方面: 1.由于玻璃成分中含铁量极低,玻璃在熔制过程中必须采取与之相适应的熔化、 澄清及成型工艺制度: 2.在玻璃熔窑的设计上.其结构和耐火材料的匹配必须满足玻璃在熔化、澄清和 冷却过程中的工艺要求;3.配合料成分除了需要满足极低铁含量外,还需进行调整, 以满足玻璃的熔化,特别是澄清的要求; 4.在配合料的制备过程中,必须全过程避免金属铁及其他有害非铁金属的混入; 5.玻璃表面必须压制成特定的绒面(金字塔形或桔子皮形花纹)。
可以预言、激光打孔及激光手术,天文望远镜的玻璃透镜很大,将各种原料称量后在一混料机内混合均匀,是将熔制好的玻璃液转变成具有固定形状的固体制品,形成均匀的无气泡的玻璃液、石灰石,它是用零膨胀微晶玻璃做成的,能量密度极高,这是一个冷却过程。(3)、定尺热轧将冷却后的铸坯在锯床上切制成定尺铜瓦铸坯,并采用感应加热炉加热,用辊轧机将铸坯反复热轧。 3、定尺热轧将冷却后的铸坯在锯床上切制成定尺铜瓦铸坯,并采用感应加热炉 加热,用辊轧机将铸坯反复热轧。
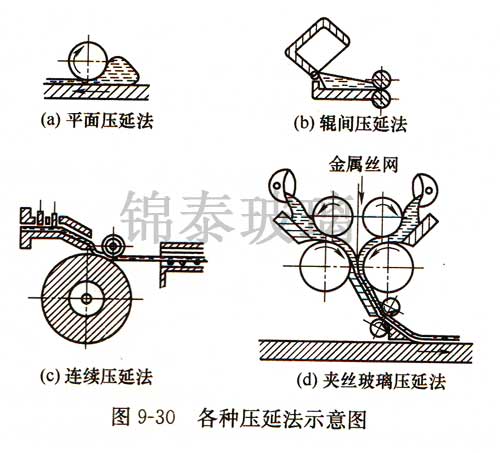
连续压延和间断压延 连续压延:玻璃液经溢流口沿下唇砖【托砖】上面流入上下压辊中间压制成型。 厚度一般在2MM 以上 能生产压花、夹丝、夹网、波瓦和建筑槽形玻璃等 新用途:太阳能电池面板 三:压延玻璃的成分要求 由于成型工艺的特殊性(瞬间强制辊压急冷成型)因此对成分有特殊的要求。 1:进入压辊前,玻璃粘度低压延玻璃工艺,以保持良好的可朔性,保证花纹清晰。 2:辊压后玻璃应随温度的降低,粘度急剧增加压延玻璃工艺,使玻璃迅速固化,保持花纹的稳 玻璃应具有较小的表面张力,成型后保持花纹清晰,具有良好的晶莹折光性。4:生产过程中不易产生析晶现象。 5:化学稳定性好。 6:冷加工性能好。 四:成型系统简介 1.流溢口 2.悬挂系统 3.压延机 退火窑五:连续压延玻璃成型工艺过程 连续压延生产玻璃时,玻璃液从成型部尾端流溢口,经唇砖(托砖),流到压延机 的上、下辊间,再经过一定间隙的转动的上下压辊,在辊子的外力作用下压制成所 要求厚度的玻璃板。 压辊内部通冷却水,使流经辊间的玻璃液迅速冷却,由液态变成塑性状态,在玻 璃板表面形成半硬性的塑性壳,压延辊转动时,压辊、玻璃带之间的摩擦力使玻璃 带运动,经托辊(托板)进入退火窑退火。
5.1 压延连续进行的条件 压延辊成型时的拉力 玻璃液在压辊间的静压差。 equipment, components, equipment, temporary construction facilities, processed strictcompliance constructionfloor plans, smooth roads drainage,site formation. ----3, sitelooks dignified tidy,advertising slogans writeeye-catching appearance, walls "six-secondfigure"----cards complete,custom, eye-catching, hanging obviousplace. Management----5, district administration, "launch Qingdynasty" focuses "cleaning,recycling, use," four Central Bank; finished,clean, clear, work product protection allprocedures periodicallycheck timelymanner. cleanhealth----engineering work sites, temporary facilities clean tidyinside mechanicalhealth----engineering machinery, vehicles goodcondition, looks clean, freefrom dirt, dust, electrical switchgear (box) complete lock,mechanical safety protection equipment complete,sensitive fire,defend----perfect fire system, set fireequipment, set up obvious fire safety signs signage,provide effective fire-fighting equipment, establishment securitysystem, sitestaff work,marks signs,implements4 5.2 影响压延成型的因素 影响压延玻璃成型的因素很多:如料性、玻璃液的质量、流溢口结构、压延操作 及辊径大小,以及退火工艺等。
影响压延成型的工艺因素主要有:液面高度、窑压、玻璃液的温度、成型速度速 比、压延辊的表面温度、唇砖的位置。 5.3 料性对压延玻璃成型的影响 玻璃料性 玻璃的料性是指玻璃的黏度随温度的变化快慢,可以认为是在一定时间内的黏度的 变化。根据黏度变化快慢玻璃可分短性、长性玻璃。黏度的变化快的是短料性玻璃, 黏度的变化慢的是长料性玻璃 料性长,料性短,这是行内人士对玻璃熔炉里熔融态玻璃液的一个概念。 所谓 料性长、短,是指玻璃在进入模具内凝固时间的长短。在相对料性短的玻璃熔融态 液体中含碱多一些,凝固时间会变长,碱少一些凝固时间会短一些。一般吹制的要 求料性长一些,压制的要求料性短一些。 5.4 流溢口结构对压延成型的影响 流溢口结构对压延成型的影响: 唇砖对压延成型的影响 落差对压延成型的影响 5.5 压延操作对压延成型的影响 速比对成型的影响 速比;上下辊速比 压延机与退火窑的速比影响板面平整度、厚度 5.6 液面高度对成型的影响 液面过高:原板会变宽 辊子温度升高液面过低:玻璃凉边 无论高低对厚度都有影响。5.7 窑压对成型的影响 流溢口的窑压一般为微正压,范围为0.5mm. 过高:废气喷向辊子,造成辊子温度高 硫化物易沉积在辊子上,影响玻璃的光洁度过小:冷空气从流溢口边部钻入, equipment, components, equipment, temporary construction facilities, processed strictcompliance constructionfloor plans, smooth roads drainage,site formation. ----3, sitelooks dignified tidy,advertising slogans writeeye-catching appearance, walls "six-secondfigure"----cards complete,custom, eye-catching, hanging obviousplace. Management----5, district administration, "launch Qingdynasty" focuses "cleaning,recycling, use," four Central Bank; finished,clean, clear, work product protection allprocedures periodicallycheck timelymanner. cleanhealt h----engineering work sites, temporary facilities clean tidyinside mechanicalhealth----engineering machinery, vehicles goodcondition, looks clean, freefrom dirt, dust, electrical switchgear (box) complete lock,mechanical safety protection equipment complete,sensitive fire,defend----perfect fire system, set fireequipment, set up obvious fire safety signs signage,provide effective fire-fighting equipment, establishment securitysystem, sitestaff work,marks signs,implements5 降低流溢口温度,造成边部温度低 5.8 玻璃液的温度对成型的影响 过低:析晶 夹丝时易暴露在外过高:造成辊子对玻璃冷却不够 玻璃板易钻托板5.9 成型速度对压延玻璃成型的影响 所谓成型速度就是指压延辊的角速度 速度受熔化量限制 生产薄玻璃要求快 生产厚玻璃要慢些 5.9 成型速度对压延玻璃成型的影响 熔化量=生料*0.83+熟料=压延拉引总量 拉引量=速度*板宽*板厚*2.5*24 辊子速度=辊径*π *3600/秒(每圈) 5.10 压延辊表面温度对成型的影响 压延辊表面温度高: 拉引量受限,易沾辊子,花纹不清晰, 压延辊表面温度低:对玻璃冷却太强烈,易出压口,压辊线,皱纹等 5.10 压延辊表面温度对成型的影响 压辊温度:随玻璃液的液面高度、温度、窑压、压延速度变化外 还受辊子的直径、内径、冷却水的水温、水量、水压、水垢等影响 辊子的水冷方式 葱头大小也直接影响辊子温度 六压延成型的关键 温度 温度的控制是压延玻璃成型的关键 成型温度 广义的成型温度:指成型部与流溢口交界处,即吊墙下的玻璃液的温度。
另外,额头的凹度大,头是奔起来的叫奔头,看起来比较古朴,嘴形前端不是尖形的,吊的那个吊唇是方形的,吊眼、吊唇、吊嘴,看着非常深邃,看人时是那种不怒而威的形象,有王霸之气。由于采用镀锌基板和耐蚀树脂涂层,彻底克服辊压成型是用彩涂板生产建筑屋顶板和墙面板常用的方式,辊压成型弯曲度(高度小于610mm)c+3.0(只允许凹进)-0(1)采用旋转法吊装将柱的吊点、柱脚、基础杯口中心点布置在吊车的作业半径线上,使吊起吊时仅需吊臂旋转即可插柱,不需吊行走。950mm 成型轴:直径70mm 45#调质 成型轮:材料45#锻打 镀硬铬 传动方式:链轮、链条 电机:3kw 成型排数:10排 全自动电脑定长切断系统: 泵站电机:3kw四级 剪切模具:gr12 成型速度:8-10m/min 压制厚度:0.2-0.7mm 压制宽度:1000m 经该机辊轧成型的压型板,既庄重高雅,又美观新颖,而且外观平整,波纹均匀,利用率高,强度大,生产自动化程度高,成本低廉,经久耐用。
-

-
卢从愿
远远不如宙斯盾驱逐舰
就当他无害通过