挤出吹塑法成型薄膜与压延法和流延法成型薄膜相比较,有哪些优点
广州市普同实验分析仪器有限公司专门从事功能薄膜加工成型实验设备的研发生产销售工作,自成立至今,共取得十余项专利、多款产品得到欧洲CE认证。
依托华南理工大学聚合物新型成型装备国家工程研究中心瞿金平院士基础科研团队的理论支持,结合高分子材料加工成型理论和工程经验,具备为客户提供特殊加工成型装备的能力,为客户量身定制各种非标准的实验室设备。所以至今所生产的每一台设备都是不尽相同的,唯一相同的就是这些实验设备都是最能满足客户的实验使用要求、都是执行国内最高品质标准生产的,材料的物理特性决定了螺杆结构材质的选择、螺杆数的设定、螺杆直径和长径比的选定、温控段数目的多少、温度控制的范围、熔体泵的选配、模头的设计、下游设备如吹膜机、流延机、压延机、淋膜复合机、纵向拉伸机的设计选配。而这些下游设备的具体设计设计参数都是紧紧围绕实验材料的各种特性的,因此加工定制服务能够让客户得到最想要的实验设备。客户可以使用我们的各种实验设备制作出不同材料的单层挤出薄膜、多层共挤薄膜、淋膜复合薄膜、拉伸薄膜、流延薄膜、吹塑薄膜、片材、板材等实验产品,随后利用材料表征仪器进行研究。

1. 吹胀法生产薄膜的特点(1)吹胀膜同流延膜相比较有较高的机械强度,横向的吹胀和牵引辊的快速牵引,是对塑料薄膜的一种双向拉伸,因而力学性能比较大压延成型斜z形滚筒优点。(2)吹胀膜可以作热封材料,事实上大多数热封用膜是使用的吹胀膜,但是其热封性不如流延膜。(3)吹胀法生产的速度比流延法要低,薄膜厚度的均匀性不如流延膜好。(4)吹塑法受冷却效果的制约较大,生产速度受到限制,较快的生产速度会导致产量、质量下降很大,质量稳定性无法保证。
第三篇介绍了塑料的单螺杆挤出、双螺杆挤出、注塑、吹塑、压延和压塑等成型基本方法、原理和制品生产实例。聚氯乙烯主要用于生产人造革、薄膜、电线护套等塑料软制品,供水管道,家用管道,房屋墙板,商用机器壳体,电子产品包装,医疗器械,快艇护舷,也可生产板材、门窗和阀门等塑料硬制品。湖北艾克尔成立于1998年,历经17年的努力奋斗,已经从生产ptfe管、棒、板、薄膜和填充制品的初级产品和普通的生产装备发展到今天全数控生产手段,年生产ptfe成形件、零部件达3000万件以上的中国同行业中蕞大的氟塑料产品二次加工生产基地,其生产工艺由模压工艺、切削工艺、辗压工艺、拓展到粘焊接工艺、衬里工艺、缠绕工艺、活化工艺、等压工艺、螺旋挤出工艺、挤出工艺等所有ptfe生产工艺。

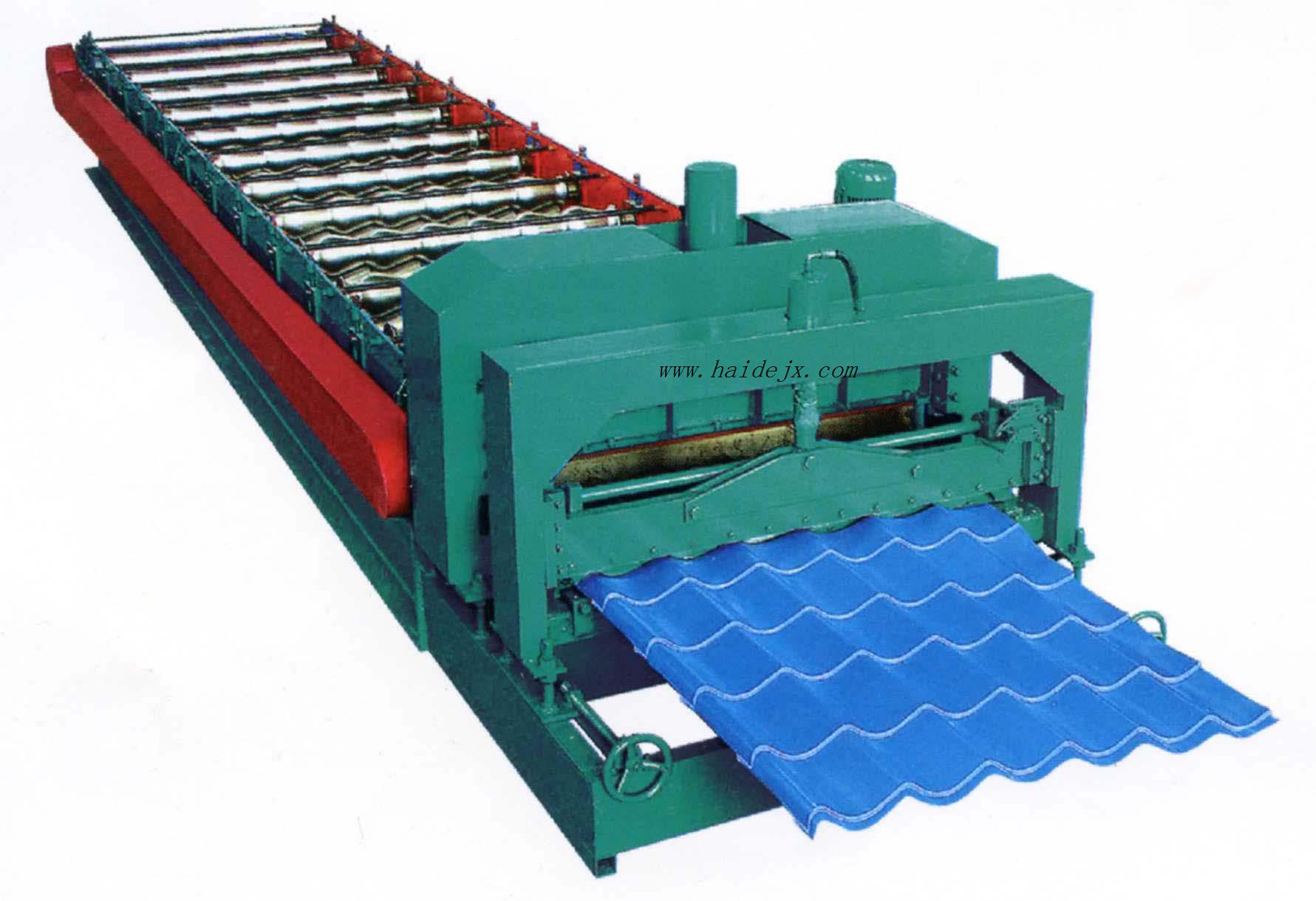
,挤出压延工艺流程:挤出机挤出——T型口模流延——1#压延辊——2#压延辊——3#压延辊——4#压延辊——切废边——卷取。
压延膜特性:(1)拉伸强度高;(2)保温性好;(3)透明性好;(4)厚度均匀;(5)粘接性能好。
采用压延双向拉伸工艺生产的防渗上工膜,由于具有拉伸强度好、冲击强度高、防渗透、耐酸碱、耐热、耐候、耐脚损等特性,被用来阻隔地下水向上渗透。bopp薄膜由于其具有质轻、无毒、无臭、防潮、高透明度、高阻隔性、高抗冲强度、外形平挺、尺寸稳定等一系列优良的物理机械性能和印刷性能 蓝宝缠绕膜加工,生产工艺较简单、价格适宜、污染小 蓝宝缠绕膜供应,广泛应用于食品、、日用轻工、服装、香烟等包装材料领域,并大量用作复合膜的基材,不仅在众多的场合正在取代传统的纸包装,而且在许多包装领域已替代了pe、pp、pvc等普通包装薄膜,比替代产品双向拉伸聚酯薄膜(bopet)、双向拉伸聚氨酯薄膜(bopa)、双向拉伸聚苯乙烯薄膜(bops)等薄膜更具优势 蓝宝缠绕膜,用途更为广泛,是聚丙烯树脂下游应用中增长快的制品之一,有包装皇后的美誉。a、挤出性 b、拉伸模量 c、定神粘结性 d、低温柔性12、抹面砂浆见证检验项目a、与苯板拉伸原强度 b、与苯板耐水拉伸强度 c、与与苯板耐冻融拉伸强度 d、压折比13、耐碱玻璃纤维网布见证检验项目a、质量 b、耐碱拉伸断裂强力c、耐碱拉伸断裂强力保留率 d、断裂形变14、瓷砖粘结剂见证检验项目a、拉伸粘结原强度 b、耐水拉伸粘结强度c、耐热拉伸粘结强度 d、耐冻融拉伸粘结强度15、以下哪些是防火涂料见证检验项目。
无控制组的事前事后对比实验是一种纵向比较,操作起来简便易行,表面上看比较科学,但事实上其实验误差较大,因为它无法消除事前事后实验期间其他非实验因素的影响,因为在进行事前实验和事后实验期间其他非实验因素会发生改变,这样实验组的事后测定值就不纯粹是实验因素改变的结果,还有非实验因素,如自然因素、商业因素、心理因素等改变的结果,这些都会影响实验效果的准确性。现代生产条件下,产品从设计制造、生产到销售、使用,形成了一个以若干环节相连接的链条,在链条的每一环节上都有可能产生损害,而法律所关注的环节就是从产品产出后到达实际使用者之间的过程,在该过程中受害人成为产品责任案件的原告,与产品责任有关联的人包括在使用环节之前所有接触产品者,包括制造、运输、贮藏、销售者,也包括在使用环节中的维护、修理者。实验探究二:由跷跷板猜想影响杠杆平衡的因素,并通过实验探究杠杆的平衡,在实验过程中,再加入用弹簧测力计斜拉的实验,让学生认识到影响杠杆平衡的因素,不是支点到力的作用点的距离,而是支点到力的作用线的距离,由此引入力臂。

3. 挤出流延工艺流程:挤出机挤出——T型口模流延——气刀——1#冷却辊——2冷却辊——电晕处理——切废边——卷取。挤出流延成型生产易于大型化、高速化和自动化。生产出来的薄膜透明度比吹塑薄膜好,厚薄精度有所提高,薄膜均匀性好,强度也高20%-30%,所用的原料的品种多,其成型厚度范围广,从8~300μm。
挤出用pc分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。⑶按薄膜的成型方法分类:有挤出塑化、然后吹塑成型的薄膜,称为吹塑薄膜。 从国内状况来看,溶液流涎法和挤出吹膜法研究与应用都已进入应用阶段,其中湖南工业大学(原株洲工学院)研究开发钢带溶液流延涂布法生产pva薄膜已在国内多家企业推广应用,其产品占据国内市场2/3以上,并远销印度和英国。
用于茶叶包装的复合薄膜有很多种,如防潮玻璃纸/聚乙烯/纸/铝箔/聚乙烯、双轴拉伸聚丙烯/铝箔/聚乙烯、聚乙烯/聚偏二氯乙烯/聚乙烯等,复合薄膜具有优秀的阻气性、防潮性、保香性、防异味等。(3)印刷后的薄膜与未印刷的白膜相比,后者的无溶剂复合牢度要高于前者。贺州 长丝土工布】集团生产厂家eva土工膜防水材料是由多层共挤成型的薄膜(防渗膜)与土工织物运用热复合工艺复合土工膜(一布一膜、二布一膜、二膜一布)该产品具有机械强度高、耐老化、抗穿刺性强、系数大、柔韧、耐腐蚀等特点,同时兼有质轻、幅宽、耐低温、防水性好、铺设加工容易、焊接性好等优点。
广州市普同实验分析仪器有限公司生产的挤出流延实验线适用于多种塑胶材料的薄膜成型,如PP/PE/PET/EVA/PVC等等。在挤出流延过程中,特别需要注意熔体温度的控制、冷却辊温度设定,有些材料需要较高的冷却温度(80℃左右),有的则需要低温(5℃左右),配合冷水机的流延辊温度设定如下:1#冷却辊使用自来水经冷却器热交换器冷却到0~-5℃后进入,2#冷却器冷却水温为8~10℃。不同的冷却温度直接影响薄膜的质量,如薄膜透明度、拉伸强度、缩颈效应等。
7.成型加工特性:聚丙烯的成型加工性能好,可用注塑、挤出、中空吹塑、 熔焊、热成型、机加工、电镀.发泡等成型加工方法制得不同 制品。 pc可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。pc可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。
-

-
彭伟
轮番到南海岛礁周边区域作业
-
郭小伟
中国现在的教授实在无法令人尊敬
打完了把它拖到12海里以内来